Laser Technology
![]()
Laserix
was
specialised in the development and manufacture of lasers for veterinary, medical
and industrial use.
The first generation of industrial lasers machines was developed by Prof. P.
Ravussin in
1966
for the welding of the watch spirals. It was a world first. This first
generation machines was using a ruby
150mm length and of 6,35mm diameter
(YAG crystal was not yet invented). In these early ML01 machines, an analogical
calculator compensates the relatively fast ageing of the “optical pumping” flash
lamp.
|
|
Watch spirals welding: A BissectronÒ
device splits the laser beam in two such a way that the two spots are
weld in the same time.
|
At
this time, a “good” ruby laser was able to pierce a rwo Swiss franc silver coin.
It corresponds to an energy output of about 10 joules. The first ML01 machine
was used to weld
the watch spiral on its coupling ring. Later on, ML01 machines where sold to
Omega Watch Company to weld a watch part simultaneously in 3 points.
One of these watches was worn
by Astronaut Edwin Aldrin in the moon module.
|
|
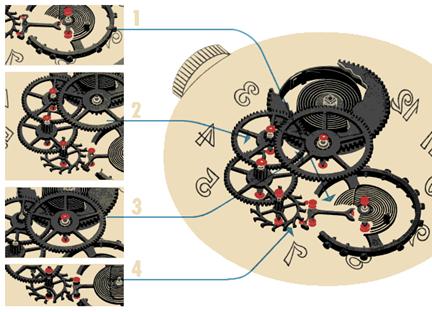
Arming wheel of the Omega Speedmaster welded simultaneously in three
points (inside the black circles) |
The ultimate development of the ruby lasers ML01 machines was the construction
of huge double machines delivered to a Siemens factory. They served to weld the
spring and the contacts of miniature relays. Each
has a “MultisectronÒ”:
this patented device divides the laser beam before the optic and therefore welds
several points at a time.
Prof. P. Ravussin was successful where the
hughe
Siemens laser laboratory has failed.

The double ML01 laser machines under construction
A new
synthetic laser crystal Nd:YAG was invented in 1964. It
is today the most widely used active laser medium in
solid-state lasers. Laser made with Nd:YAG have much
better performance then the ruby lasers. However the maximum energy for a given
crystal size is much less.
Ruby stone is widely use in high quality mechanical watches and jewel bearing
instruments. Mechanical drilling has been replaced in the 70th with
laser drilling. Laser drilling of sapphire or ruby is a very complex phenomenon
that is not easy to master. Our ML05 laser drilling machines have been optimised
over decades of industrial production.
|
|
Ruby stones in a mechanical watch |
As
soon as the Nd:YAG crystal becomes available in the early seventeen,
Prof.
P. Ravussin started to develop watch stones drilling machines. It is a difficult
task because the laser energy shall be very stable, the laser beam shall be
perfectly round, and the machine shall be mechanically perfectly stable over
millions of shots.
|
|
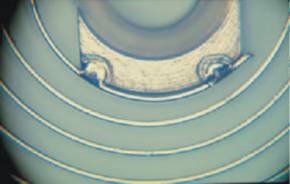
Watch
stone undrilled
|
Hard stones drilling is made with specially designed laser machines. The laserix
ML01 to ML06 machines have mass produced
billions of stones of various diameter and thickness.
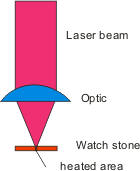
Basically the process is as following:
|
|
|
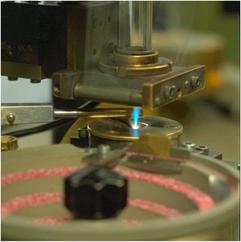
The jewel bearing drilling (sapphire, ruby, etc.) is mainly a percussion
drilling. A succession of laser shots is needed to pierce the stone. The number
of shots and the total energy of each shot
shall
be programmed according to the thickness of the stone and the diameter of the
hole to be pierced. Each shot is composed of hundreds of laser spikes of very
high peak power and very short duration separated by dead time. It is this
succession of spikes that helps to drill holes much longer that the diameter.
The ejected material is volatilized.
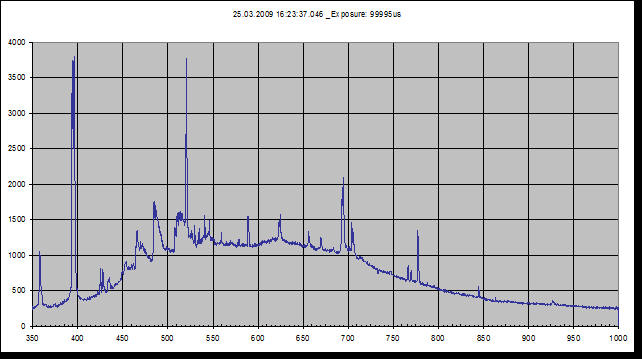
The spectrum of the drilling flame shows that the temperature of the plasma
reaches 5500K. The emission line of Cr3+ in the ruby
stone
at 694,3nm can be easily recognized
in the following spectrum
as well as other Cr
Actually the peak power needed to drill can only be reached with flash lamp
laser pumping.
The ML05
laser drilling machines are able to pierce holes of a diameter ranging from a
few micron to 2/10 of mm ore more on sapphire and ruby. The change from one type
of stone to another one is made rapidly. For larger diameter hole trepanning
machining shall be used: a serial of small holes are pierced over the
circumference. Narrow holes can be pierced to a length of a few millimetres.
The ML05
watch stones drilling machine keeps the vertical configuration of the earlier
machines that minimized the required floor space to approx. 700mm x 600mm only.
The height of the machine is 2600mm.
 Watch stones drilling workshop |
|
Controls
The ML05 hard stone laser drilling machine is controlled by means of a computer
installed in the base of the machine. The hard disk is a solid state drive (no
moving part) that has
100+ Year Life Expectancy (MTBF). The motherboard is an “Ultra
Durable 2” designed model with top quality long life components.
The control software is the bug free,
goof protected
Ml05 software. The operator can configure the machine for different type
of stones (number of shots, energy of each shot). Each configuration can be
saved and retrieved when the same kind of drilling shall be realised.